






Sn-Ag-Cuはんだは、Pbはんだに比べて硬質です。また、Snの割合が多いために、断面での組成状態が判別しにくく、AgとCuの合金も、研磨による「伸び」で隠れてしまいます。これでは、観察時の組成解析が困難です。また、はんだ接合界面での段差・ダレの発生があるために、引け巣やクラックの観察も難しくなります。
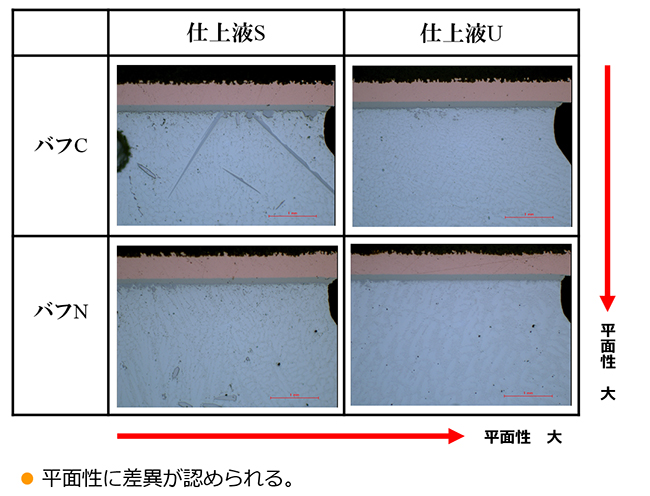
上記の問題を解決するためには、伸びやダレを発生させないよう、仕上げ工程で使用する「バフ(※)」と「仕上液」について最適な組み合わせを検証する必要があります。弊社では、下記の条件の組み合わせにて実験を行いました。
▼バフ
バフC:毛足が短く立っている ⇒研磨力が大きい
バフN:毛足が長く寝ている ⇒研磨力小さく、段差が少ない
▼仕上液(コロイダルシリカ)
仕上液S:コロイダルシリカに腐食剤が含まれる
仕上液U:コロイダルシリカのみ
※布、皮など柔軟な材料をバフ研磨機に装着できるように構成した研磨用具。これに、ダイヤモンドあるいは酸化アルミニウムなどのペースト状研磨剤や懸濁液をしみ込ませて行う研磨を「バフ研磨」「バフ仕上げ」などと呼び、一般に仕上げ研磨(琢磨)に使われます。鉄・アルミ・亜鉛・ステンレスなど、ほぼ全ての金属に適用できます。
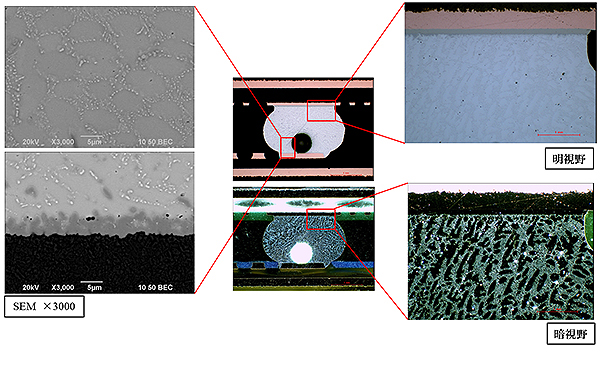
硬軟部の研磨が一様で段差が少なく、また組織もはっきりと観察できます。Sn-Ag-Cu(Pbフリー)はんだに最適な仕上げ研磨法と考えられます。
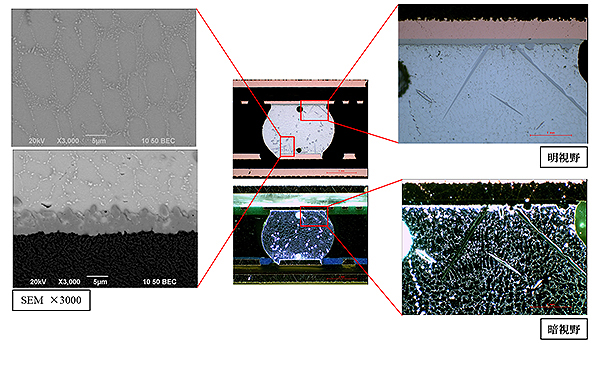
硬軟部の段差は大きいですが、接合界面の金属間化合物層が明瞭です。観察目的によっては最適な研磨方法の一つとして考えられます。
■バフNと仕上液Uの組合せが最適と考えられます。
・硬軟部の研削性が均一のため、断面の平面性が高い。
・各金属の組成の状態も見やすい。
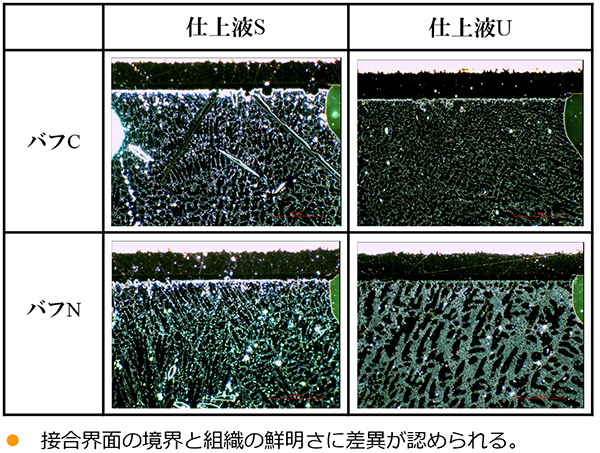
■バフCと仕上液Sの組合せ
・硬軟部の段差が大きく、強調される(反面、段差による影が発生)。
・しかし、接合界面や金属化合物層が観察しやすい。
![]()

![]()